 ɨһɨ���ֻ����
ɨһɨ���ֻ����- �ͦ�800*160˫����װ���� ж�ϻ����� L771������
��ϸ��Ϣ
�ӹ��������� Ʒ�������� �ͺ�����800*160 ������ʽ��/ �ṹ��ʽ��/ �����/ m ���۳�����/ m ��Ч�����߶���/ m ���������/ t ���÷�Χ�����ػ�ж�ϻ��ۻ� �������ٶ���/ m/min �����������/ kN.m ����ת�ٶ���/ r/min 





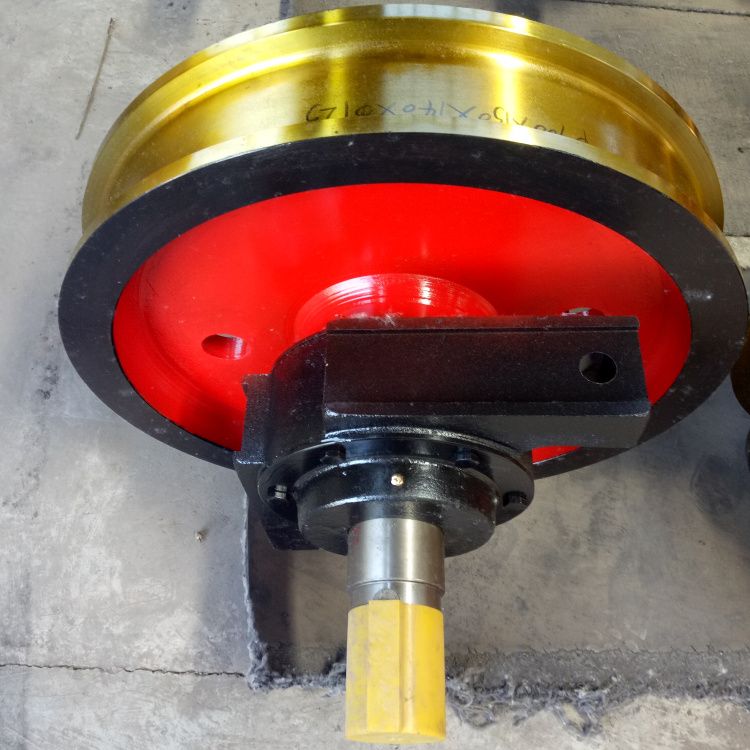
 ���ֵĽṹ
���ֵĽṹ
����������֧�����ػ��غɣ����ڹ����ʹ���ػ�������ʻ���е�װ�á�Ϊ����߳��ֱ������ĥǿ�Ⱥ�������̤��Ӧ���б����ȴ�����Ҫ�����Ӳ����300-350�������Ȳ�����20mm��������ר�ŵij��ֳ��䣬�ϸ�����ҵ�����мӹ�װ�䣬�Ա�֤ÿ����ƷΪ�ϸ��Ʒ��
ע������
���ֵ�ˮƽƫбֵ�����ػ���Ҫ�ļ���������ƫбֵ�����ɿй죬���������������������������Ӿ����ͳ���ĥ�𣬴�����ػ�ʹ�����������Գ���ˮƽƫб�й涨��������ֵ��
���ֹ���
1��ԭ����:
���ݿͻ�ͼֽ����Ҫ��ѡ�ú��ʵ�ԭ�����ƺź��
2���ֲļ�⣺Ϊ��֤ԭ���Ϻϸ�����ǰ����ԭ���ϻ�ѧ�ɷָ��졣
3���ֲĻ������ϣ�
���ݲ�ƷҪ�ֶ��������и�ɺ�����С��������
4�����ȣ����ػ𣩣�
���и�õ�ԭ���ϰ���Ʒ���ռ��ȣ���֤�����¶ȷ��ϲ���Ҫ��
5�����죺
�ɲ�������������豸������ԭ���ϵĴ�С�Ͷ����Ҫ�������Ӧ�Ķմ֣��γ��ȹ��գ�ʵʱ���ͼ��ߴ磬��ͨ����������ǿ��ƶ����¶ȡ�
6��������飺
�Զͼ�ë�����г������飬��Ҫ����ۺͳߴ�ļ��顣��۷�����Ҫ�����Ƿ�������Ƶ�ȱ�ݣ��ߴ緽����뱣֤ë��������ͼֽҪ��Χ�ڣ������ü�¼��
7���ͺ�������
��Ҫ��ϸ��������������֯��������Ӧ��������ȱ�ݣ�κ���塢�����ִ�ȹ���ȱ�ݺʹ�״��֯��Ϊ*���ȴ���������
8���ּӹ���
�ͼ��������ͺ���ݲ�Ʒ����ӹ����ֲ�ͬ���Ķͼ������о��ӹ�������9���ȴ�����
���ͼ����ȵ�Ԥ���¶ȣ�����һ��ʱ�䣬Ȼ����Ԥ�����ٶ���ȴ���Ը��ƶͼ��ڲ���֯�����ܵ�һ���ۺϹ��ա���Ŀ����������Ӧ������ֹ�ڻ�е�ӹ�ʱ���Σ�����Ӳ��ʹ�ͼ����������ӹ��������ȴ�����Ķͼ������ݲ��ʵ�Ҫ��Զͼ����п����ˮ�䡢����ȡ����������𡢵��ʡ������ȴ�����
10�����ӹ���
���ּӹ��ȴ�����IJ�Ʒ��ʹ�����ػ������о��ܼӹ���ʹ��Ʒ�ߴ羫�ȡ����ȵ���ȫ���϶ͼ�ͼֽҪ��
11����Ʒ��ۼ�⣺
��Ʒ��ۼ����Ͽͻ�ͼֽ�ϳߴ�涨�����г�����̽�ˣ�UT�����ŷ�̽�ˣ�MT����Ӳ�ȡ���̼��ͼֽҪ��ļ�⡣
12����е�������飺
Ϊ����ͻ�������Զͼ����л�е���ܵIJ�����Ҫ���������������������������顣�������ͼ�������Ҫ��
13�����洦������װ��
�������������Ʒ�ͼ���������������ȴ�����װ������Ʒ���Ա�������
14��װ��������
�ӳ�Ʒ�����Ʒ�����������ͻ�װ�������� -
��Ӧ�̵����������Ϣ
�鿴����
-
 ���ϻ���ʵҵ��������˾��ѯ�绰
���ϻ���ʵҵ��������˾��ѯ�绰
18837307538


�ͦ�800*160˫����װ���� ж�ϻ����� L771������
��ҵ����Դҳ��۸�����ο�����������ϵ���������� �۸� - 1 ��
��13200.00 - 2 ��
��13100.00 - �R3 ��
��13000.00
- ��Ʒ�ͺţ���800*160
- Ʒ �ƣ�����
- �� �� �أ�����������
- �������ڣ�2025-12-07
ѡ�� 1������ ��13200.00 ������ -+�ϼƣ�1���ܼۣ�13200.00Ԫ����ϵ��ʱ����˵���Ǵӹ����������ģ�лл���������Ƽ���Ʒ
 ��4550.00
��4550.00 ��6000.00
��6000.00 ��8000.00
��8000.00 ��6000.00
��6000.00 ��6500.00
��6500.00 ��6200.00
��6200.00
��������������Ϊ������ƽ̨����������Ϣ�����ṩ�ߣ����٣�����վ���ͻ��˵ȣ���չʾ����Ʒ/����ı��⡢�۸��������Ϣ����ϵ�ɵ��̾�Ӫ�߷���������ʵ�ԡ�ȷ�ԺͺϷ��Ծ��ɵ��̾�Ӫ�߸��𡣹���������������Ʒ/����ǰע�������ʵ����������Ʒ/����ı��⡢�۸�������κ���Ϣ���κ����ʵģ����ڹ���ǰͨ����������̾�Ӫ�߹�ͨȷ�ϣ������ϴ��ں������̣��������ֵ��������κ�Υ��/��Ȩ��Ϣ�����ڹ�����ҳ����Ͷ��ͨ������Ͷ�ߡ�






