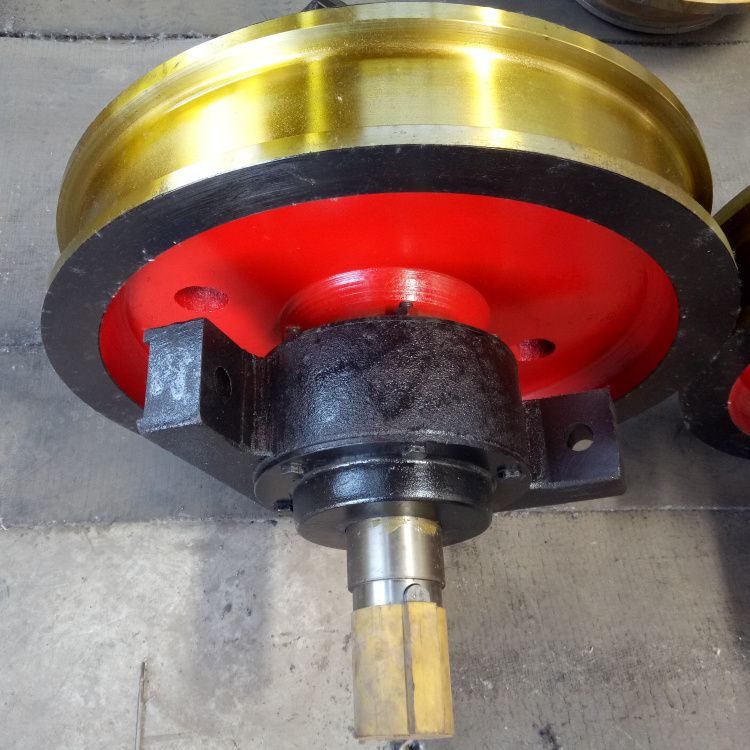
����315*100�������������� ��˫�� ���ŵ����
��ϸ��Ϣ
| | Ʒ�������� | | �ͺ���315*100���쳵���� | | �ӹ��������� | |
| | �������ͼ� | | ��;�����ػ����綯ƽ����̨���顢ж�� | | | |
���߳������ͺ�
φ250*90��������������/�ֳ����� φ350*100��������������/�ֳ�����
φ315*100��������������/�ֳ����� φ400*120��������������/�ֳ�����
φ500*130��������������/�ֳ�����
˫�߳������ͺ�
φ400*130˫������������/�ֳ����� φ500*130˫������������/�ֳ�����
φ500*150˫������������/�ֳ����� φ600*150˫������������/�ֳ�����
φ600*160˫������������/�ֳ����� φ600*180˫������������/�ֳ�����
φ700*150˫������������/�ֳ����� φ700*180˫������������/�ֳ�����
φ710*180˫������������/�ֳ����� φ700*200˫������������/�ֳ�����
φ800*160˫������������/�ֳ����� φ800*200˫������������/�ֳ�����
Ϊ�˸��õ�Ϊ���ṩ�������ȷ�������������֪�������ݣ�
A���ػ���λ
B��������
C�������ͺţ��ṩ��سߴ��ͼֽ��
D���������
E����ͺ�
������ӹ�����
��������/����ë��→�ֳ����ּӹ���→�������→������ס�ϳ��→���������ӹ���→������ϳ��→�ƸǼӹ�→װ�䣨��Ƭ�����䡢�ᡢ��С��Ƹǵȣ�→����
������쳵�����ԣ�
1.������죬ǿ�ȸߣ���ĥ���
2.��ϵ�г����ȳ��β��ö��켼�����������߷ֲ���Ϊ�����������ӳ��˳��ֵ�ʹ��������������������ѧ���ܺͰ�ȫ�ɿ�������Ʒ�ԡ�
3.����ֱ��Φ250-900mm��
4.���ʣ�42CrMo ,65# 60#�ȣ�Ҳ�ɸ��ݿͻ�Ҫ���ơ�
5.̤�漰��Ե������≥12mm��Ӳ��HRC≤55��
�ҹ�˾�����ij�������;�㷺��һ��Ӧ���ڵ�˫�������顢̨���顢ƽ�������顢�ְ��������顢���Ż������顢������������ȣ��ɶ����DZ공���顣
�DZ공����һ��������¼��֣������ᳵ���顢��װ�����顢�γ����顢����Ե�����顢ˮƽ�����顢����������ȡ�
�����ᳵ����һ��������һ���ٻ�����ʹ�ã�ҧ�ϲ���Ҫ�ȼ��ߣ��ӹ��Ƚϸ��ӣ����������40Cr���ʣ��ּӹ�����е��ƴ�����
�����������ɻ���ϳ���ӹ����ɣ������������������ƽ�ȣ������ͣ���װ������ص㡣
��װ������������װ���ٻ�����ʹ�õij����飬һ�����ƽ�����ӣ���ͷ����ñ�̶�����װ������ͨ������1:10���ȡ�
�γ�����һ�����ڻ��ι������������תұ�����ػ����˵�վר�����ػ���
����Ե�����顢ˮƽ�����顢������������L��ƫ����ʽ���ػ��ij��ò�����
�DZ공������;�dz��㣬�ҹ�˾�ɸ����跽Ҫ����������
�����������ࣺ
һ�㳵��������Ϊֱ���䡢ƽ���䡢Բ���䡢��˨��
����̤������ԭ�� ��
̤��ĥ��
��1����·����������
��2���ֹ����μ�����ƥ�䲻����
��3��ת��ܼ���״̬����
��4��ǣ��װ�ض�������
��5�������ڹ���ϳ��ڹ���
̤�����
̤����˵���ʽ�����ء����١��ƶ����������ʪ״���йء�
̤�����
�г����ڸֹ��ϻ����γ�̤����ˣ�̤����ֹ�ǿ��Ħ���������£���ȴ���˴��������Ӳ�࣬�����̤���Ͻ���С��������Ƭ״�����γ�̤����롣
�������
1��ÿ������Ӧ���ݱ����涨�ij���Ӳ��������������Ŀ������Ʒͼ������������飬ÿ����Ŀ��Ӧ�ϸ�
2����Ӳ����ȵļ���ÿ��Ӧ��ǧ��֮һ����������һ�������飬���в��ϸ��ߣ������ӱ�����һ�Σ��ӱ��������ȫ���ϸ�
3������̤�����Ե�ڲ���Ӳ�Ⱥʹ�Ӳ����ȵļ�ⷽ�����£�
a��̤�����Ե�ڲ���Ӳ�ȼ���ʱ����Ӳ�ȼ��ڳ���̤������Բ�ܵȷֲ�3�㣬��������ϸ�Ϊ�ϸ�
b���ⶨ��Ӳ�����ʱ����������������Ϊ������Ӱ�������ӹ�����Ϊ20 mm�����ټӹ��ɾ���������������̤�濪ʼ����Ӳ�ȼ��ؾ���ÿ��2��5mm��һ�㣬���Ӳ��Ϊ260HB������ȣ���Ϊ��Ӳ����ȡ�
���ϻ���ʵҵ��������˾λ�ڳ�ԫ�����ѹ�ҵ�����ö�����㡢�������������������γɽ��㣬��������֣���ʻ���130kM���������������������������������ߡ��������ں���ʡ���ع�ҵ������Խ����λ���ƾ������ķ�չ�ռ䡣
�������������ػ�е�����������������̡������̣���Ʒ��Χ�������ػ���ץ�����綯��«�������顢�������������顢��Ͳ�顢�����顢�ƶ��ֵȣ������ַDZ��Ʒ����������졣�ҹ�˾ӵ����������ѧ������������ϵ��ͨ����ISO9001����������ϵ��14001����������ϵ��OHSASIְҵ������ȫ������ϵ��֤��
���ϻ���ʵҵ��������˾�ij��š�ʵ���Ͳ�Ʒ�������ҵ����Ͽɡ�
��ӭ��������ݰ�ٲι�ָ����ҵ��Ǣ̸��
 ɨһɨ���ֻ����
ɨһɨ���ֻ���� ���ϻ���ʵҵ��������˾��ѯ�绰
���ϻ���ʵҵ��������˾��ѯ�绰



 ��4550.00
��4550.00 ��6000.00
��6000.00 ��8000.00
��8000.00 ��6000.00
��6000.00 ��6500.00
��6500.00 ��6200.00
��6200.00





