 扫一扫,手机浏览
扫一扫,手机浏览



 手机扫一扫
手机扫一扫





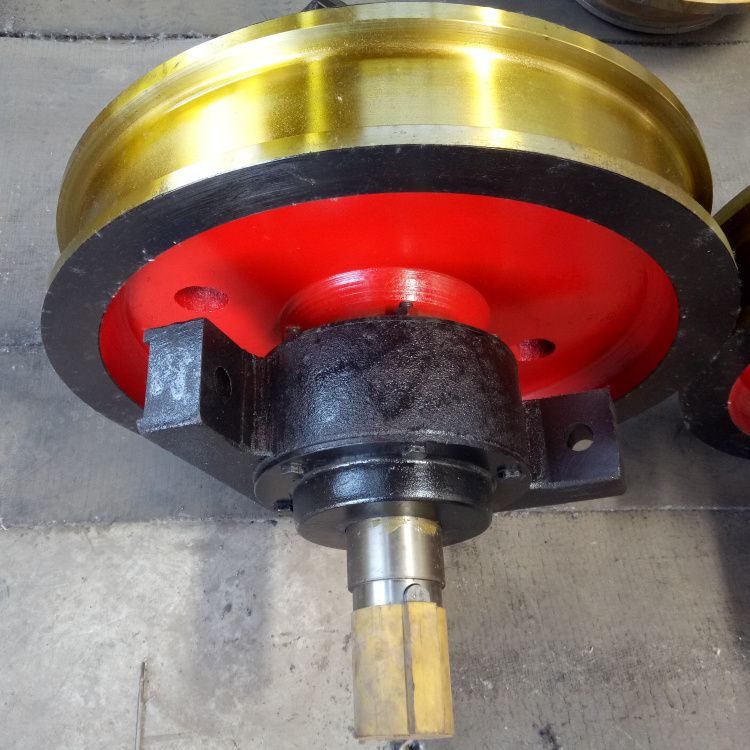
- 400*120单边起重机车轮组 55#铸钢行车轮 天车锻钢车轮组 可定做
详细信息
品牌:亚重 型号:400*120单边车轮组 加工定制:是 材质:铸钢 用途:承载起重机自重与载荷并在轨道上 单边车轮组型号
φ250*90单边主被动铸钢/锻钢车轮组 φ350*100单边主被动铸钢/锻钢车轮组
φ315*100单边主被动铸钢/锻钢车轮组 φ400*120单边主被动铸钢/锻钢车轮组
φ500*130单边主被动铸钢/锻钢车轮组
双边车轮组型号
φ400*130双边主被动铸钢/锻钢车轮组 φ500*130双边主被动铸钢/锻钢车轮组
φ500*150双边主被动铸钢/锻钢车轮组 φ600*150双边主被动铸钢/锻钢车轮组
φ600*160双边主被动铸钢/锻钢车轮组 φ600*180双边主被动铸钢/锻钢车轮组
φ700*150双边主被动铸钢/锻钢车轮组 φ700*180双边主被动铸钢/锻钢车轮组
φ710*180双边主被动铸钢/锻钢车轮组 φ700*200双边主被动铸钢/锻钢车轮组
φ800*160双边主被动铸钢/锻钢车轮组 φ800*200双边主被动铸钢/锻钢车轮组
为了更好的为您提供服务,更快的确定您的需求,请告知以下数据:
A起重机吨位
B工作级别
C车轮组型号(提供相关尺寸或图纸)
D车轮组材质
E轨道型号车轮组材质:
铸钢车轮组,铸55、铸50SiMn、铸42CrMo。
锻钢车轮组,锻60、锻42CrMo、锻65Mn。
车轮组直径有φ250、φ350、φ315、φ400、φ500、φ600、φ700、 φ710、φ800单双边车轮,φ锻150、φ锻160、φ锻190、φ锻250、φ锻300、φ300、φ350、φ450、φ500水平、反滚、无缘车轮。
车轮组主要卖点是整体淬火调质(即淬火和高温回火的综合热处理工艺),公司生产起重机车轮组/天车轮/行车轮,接受非标车轮产品定制。
公司车轮组制造工艺分铸钢和锻造,车轮组分单边、双边、无缘、反滚、水平轮组。车轮组调质处理:
淬火后高温回火的热处理方法称为调质处理。高温回火是指在500-650℃之间进行回火。调质可以使钢的性能,材质得到很大程度的调整,其强度、塑性和韧性都较好,具有良好的综合机械性能。调质处理后得到回火索氏体。回火索氏体(tempered sorbite)是马氏体于回火时形成的,在光学镜相显微镜下放大500~600倍以上才能分辨出来,其为铁素体基体内分布着碳化物(包括渗碳体)球粒的复合组织。它也是马氏体的一种回火组织,是铁素体与粒状碳化物的混合物。此时的铁素体已基本无碳的过饱和度,碳化物也为稳定型碳化物。
车轮组保养维护:
车轮的踏面不应有凹痕、沙眼、气孔、缩松、裂纹、削落等缺陷,发现后不能焊补,应及时更换新车轮;
如果踏面上有麻点,当车轮直径≤500mm,麻点直径≤1mm;当车轮直径>500mm,麻点直径≤1.5mm,且深度均≤3mm和不多于5处时,可继续使用;
两主动轮直径相对磨损差超过直径的1‰时,应重型加工成相同的直径,其公差应不低于D6,角型轴承箱中滚动轴承的损坏也是常见的,多数由于装配或润滑不当所致。






车轮组角箱分类
一般车轮组角箱分为直角箱、平脚箱、圆角箱、螺栓等
圆形轴承箱行车轮组
随着我国工业水平的发展,单边车轮组加工,对起重机的要求越来越高,角形轴承箱车轮组也越来越不能满足用户的要求。为了快速更换车轮组,出现了圆形轴承箱车轮组。
和圆形轴承箱车轮组相配的起重机大车端梁或者小车端梁上安装车轮的位置为镗孔结构,并且腹板两侧也要经过加工,车轮组分别与端梁腹板两侧的加工面和腹板上的车轮安装孔配合,并且在轴承箱上钻孔,端梁攻螺纹,这样更换车轮组时,单边车轮组,因为所有尺寸已经靠各加工面定位,仅需要安装人员将车轮组移动到安装位置后将螺栓拧紧即可。
圆角箱缺点
首先,因为这种车轮组全靠加工面定位,无法对车轮组轮线进行较大的调整,定制单边车轮组,只能依靠在轴承箱与端梁之间增加垫片的方式进行调整,其调整量十分有限,所以一旦发生因轮线偏差而引起的起重机啃轨现象,将很难修复。
其次,因为通用桥式起重机小车容易出现四组车轮不在同一平面的“三条腿”现象时,将很难调整。
直角箱和平脚箱应用
应用中控制运行机构车轮水平偏斜值主要是根据不同的产品结构采取相应的技术措施。比较常用、工艺措施也相对简单的设计结构是:将车轮装配到支架上组成车轮组,例如角型轴承箱车轮组和台车式45°剖分轴承箱车轮组,在起重机主结构上,安装调整车轮水平偏斜合适后固定。
方案一
1、材质:ZG50SiMn
2、加工工艺流程
(1)铸造:铸造保证材质均匀,无气孔、砂眼,然后进行退火处理。
(2)车床粗车毛坯内孔、外圆,直径留2mm 余量待热处理后精车成。
(3)热处理(淬火+回火)行车轮的材质为中碳合金钢,如按正常的加热淬火、回火,则踏面和心部为相同的硬度,综合力学性能不好,无法满足其技术要求。为了达到图纸技术要求,使其表面达到淬火温度,而心部温度相对较低;实现加深表面淬硬层深度、提高表面和外沿的硬度,而心部硬度较低的目标,我们采用以下方法。
装炉方法:工件热处理装炉时,用一块钢板放在料盘上面,将三个车轮叠放在一起放在钢板上,保证它们之间严密接触,内孔装入铸铁屑(防止工件内孔氧化),车轮间用耐火纤维毡填实,上面再放上一块钢板压实。
加热速度:适当提高淬火温度和淬火加热速度对提高表面硬度有利。
加热温度:工件室温---750 度时保温1 小时----淬火温度(860~890 度)---淬火(注意此时不保温)。
本方法采用高温零保温的差温热处理新工艺,可有效地提高工件表面硬度和保持较低的心部硬度,是一种行之有效的热处理方法. 淬火介质:采用水淬是提高硬度*有效的方法,但该材质水淬开裂的危险特别大,尤其是外沿要开裂,所以不能采用。水淬油冷方法也可提高表面硬度,但是工件的外沿尺寸较小,与踏面的截面差较大,淬火时冷却时间不一致,水冷时间不好控制,也不易采用。所以可以选用油淬油淬,但要保证工件出炉后尽快入油淬火。
油淬回火:采用高温回火,消除了工件大量的残余应力,回火组织由低温回火马氏体,变为具有良好综合力学性能的高温回火索氏体。这样在保证踏面具有高硬度的同时又保证工件具有良好的韧性,高温回火的温度550--580 度。保温2---3 小时后在空气中自然冷却。
方案二:
1、材质:ZG35---42 :
2、加工工艺流程
(1)铸造:铸造保证材质均匀,无气孔、砂眼,然后进行退火处理。
(2)车床粗车毛坯,内径留2~3mm 余量,外径较图纸尺寸小6~7mm。
(3)堆焊:对行车轮预先进行预热,温度200 度,保温1~2 小时后出炉焊接,使用LG834 焊丝+HJ260D 焊剂+SJ102 焊剂进行堆焊车轮踏面、轮肩,保证焊层无裂纹、夹渣等缺陷。
(4)堆焊完后进行退火处理,加热温度850~860 度,保温时间5 小时,然后随炉冷却,当车轮温度低于300 度时可出炉空冷。(5)精车内、外径尺寸达图。
河南华工实业集团有限公司是国内起重机械配件制造领域加工能力、产能的供应商,生产能力从毛坯制造、粗加工到精加工,零件装配直到终端产品交付,致力于为客户提供一站式服务。
公司注册资本5600万元,总资产1.2亿元,年销售收入1.5亿元。占地面积7.5万余平方米,其中已建成钢结构厂房面积2.8万平方米,现时拥有员工310人,大型机加工设备12台(套),中型设备280台(套)。
河南华工实业集团有限公司秉承着“为客户提供一站式服务”的经营理念,华工人自公司建立伊始便遵循简单有效、规范有序的管理精神,专注于起重机械配件领域,以高品质、全系列的产品面向客户。投入运营以来,不断地发展大中型企业客户和的整机生产厂家,在用户中赢得了良好的口碑,使亚重品牌成为起重行业的后起之秀。
亚重牌产品涵盖抓斗、夹具、吊具、车轮组、联轴器、吊钩组、滑轮组、卷筒组、电动葫芦等6000余种,并承接各种材质的非标产品设计与制造。亚重牌产品不断进入全国起重机市场,更自豪的成为众多整机厂商的战略合作伙伴。
-





-
产品搜索

