| | Ʒ�������� | | �ͺ���700*180������ | | �ӹ��������� | |
| | ���������� | | ��;�����������ػ��������غɲ��ڹ�� | | | |
���ϻ���ʵҵ��������˾λ�ڳ�ԫ�����ѹ�ҵ�����ö�����㡢�������������������γɽ��㣬��������֣���ʻ���130kM���������������������������������ߡ��������ں���ʡ���ع�ҵ������Խ����λ���ƾ������ķ�չ�ռ䡣
�������������ػ�е�����������������̡������̣���Ʒ��Χ�������ػ���ץ�����綯��«�������顢�������������顢��Ͳ�顢�����顢�ƶ��ֵȣ������ַDZ��Ʒ����������졣�ҹ�˾ӵ����������ѧ������������ϵ��ͨ����ISO9001����������ϵ��14001����������ϵ��OHSASIְҵ������ȫ������ϵ��֤��
���ϻ���ʵҵ��������˾�ij��š�ʵ���Ͳ�Ʒ�������ҵ����Ͽɡ�
��ӭ��������ݰ�ٲι�ָ����ҵ��Ǣ̸��

����������֧�����ػ����غɣ����ڹ����ʹ���ػ�������ʻ���е�װ�á�������Ҫ���˵���ʽ��ĥ��Ӳ����ѹ��͵�ʴ��Ϊ����߳��ֱ������ĥǿ�Ⱥ�������̤��Ӧ���б����ȴ�����Ҫ�����Ӳ��ΪHB300-350�������Ȳ�����20mm��
��������;��
���ػ����л������ֵ�ˮƽƫбֵ�����ػ���Ҫ�ļ���������ƫбֵ�������ɿй죬���������������������������Ӿ����ͳ���ĥ�𣬴�����ػ�ʹ�����������Ը������ػ����켼��������Ҫ�Գ���ˮƽƫб�涨��������ֵ��
��������ʣ�
���֣���55����50SiMn����42CrMo��
�֣���60����42CrMo����65Mn��
��������Ҫ��������������ʣ��������»ػ���ۺ��ȴ������գ�����˾�������ػ�������/�쳵��/�г��֣����ܷDZ공�ֲ�Ʒ���ơ�
���ʴ�����
������»ػ���ȴ���������Ϊ���ʴ��������»ػ���ָ��500-650��֮����лػ𡣵��ʿ���ʹ�ֵ����ܣ����ʵõ��ܴ�̶ȵĵ�������ǿ�ȡ����Ժ����Զ��Ϻã��������õ��ۺϻ�е���ܡ����ʴ�����õ��ػ������塣�ػ�������(tempered sorbite)���������ڻػ�ʱ�γɵģ��ڹ�ѧ���������·Ŵ�500~600�����ϲ��ֱܷ��������Ϊ����������ڷֲ���̼���������̼�壩�����ĸ�����֯����Ҳ���������һ�ֻػ���֯��������������״̼����Ļ�����ʱ���������ѻ�����̼�Ĺ����Ͷȣ�̼����ҲΪ�ȶ���̼���
�����鱨�ϱ���
�����ƣ�
��Ե���ĥ���ԭ��ȵ�50����
̤����ĥ���ԭ��ȵ�15����
�������ٶȵ���50m/min���������ȴ�1mm���������ٶȸ���50m/min���������ȴ�0.5mm��
̤�������㣬������ֱ��С��500mm�����ֱ������1mm������ֱ������500mm�����ֱ������1.5mm������ȴ���3mm����������5����
���ֹ���
1��ԭ����:
���ݿͻ�ͼֽ����Ҫ��ѡ�ú��ʵ�ԭ�����ƺź��
2���ֲļ�⣺
Ϊ��֤ԭ���Ϻϸ�����ǰ����ԭ���ϻ�ѧ�ɷָ��졣
3���ֲĻ������ϣ�
���ݲ�ƷҪ�ֶ��������и�ɺ�����С��������
4�����ȣ����ػ𣩣�
���и�õ�ԭ���ϰ���Ʒ���ռ��ȣ���֤�����¶ȷ��ϲ���Ҫ��
5�����죺
�ɲ�������������豸������ԭ���ϵĴ�С�Ͷ����Ҫ�������Ӧ�Ķմ֣��γ��ȹ��գ�ʵʱ���ͼ��ߴ磬��ͨ����������ǿ��ƶ����¶ȡ�
6��������飺
�Զͼ�ë�����г������飬��Ҫ����ۺͳߴ�ļ��顣��۷�����Ҫ�����Ƿ�������Ƶ�ȱ�ݣ��ߴ緽����뱣֤ë��������ͼֽҪ��Χ�ڣ������ü�¼��
7���ͺ�������
��Ҫ��ϸ��������������֯��������Ӧ��������ȱ�ݣ�κ���塢�����ִ�ȹ���ȱ�ݺʹ�״��֯��Ϊ*���ȴ���������
8���ּӹ���
�ͼ��������ͺ���ݲ�Ʒ����ӹ����ֲ�ͬ���Ķͼ������о��ӹ�������
9���ȴ�����
���ͼ����ȵ�Ԥ���¶ȣ�����һ��ʱ�䣬Ȼ����Ԥ�����ٶ���ȴ���Ը��ƶͼ��ڲ���֯�����ܵ�һ���ۺϹ��ա���Ŀ����������Ӧ������ֹ�ڻ�е�ӹ�ʱ���Σ�����Ӳ��ʹ�ͼ����������ӹ��������ȴ�����Ķͼ������ݲ��ʵ�Ҫ��Զͼ����п����ˮ�䡢����ȡ����������𡢵��ʡ������ȴ�����
10�����ӹ���
���ּӹ��ȴ�����IJ�Ʒ��ʹ�����ػ������о��ܼӹ���ʹ��Ʒ�ߴ羫�ȡ����ȵ���ȫ���϶ͼ�ͼֽҪ��
11����Ʒ��ۼ�⣺
��Ʒ��ۼ����Ͽͻ�ͼֽ�ϳߴ�涨�����г�����̽�ˣ�UT�����ŷ�̽�ˣ�MT����Ӳ�ȡ���̼��ͼֽҪ��ļ�⡣
12����е�������飺
Ϊ����ͻ�������Զͼ����л�е���ܵIJ�����Ҫ���������������������������顣�������ͼ�������Ҫ��
13�����洦������װ��
�������������Ʒ�ͼ���������������ȴ�����װ������Ʒ���Ա�������
14��װ��������
�ӳ�Ʒ�����Ʒ�����������ͻ�װ��������
 ɨһɨ���ֻ����
ɨһɨ���ֻ����



 ����������֧�����ػ����غɣ����ڹ����ʹ���ػ�������ʻ���е�װ�á�������Ҫ���˵���ʽ��ĥ��Ӳ����ѹ��͵�ʴ��Ϊ����߳��ֱ������ĥǿ�Ⱥ�������̤��Ӧ���б����ȴ�����Ҫ�����Ӳ��ΪHB300-350�������Ȳ�����20mm��
����������֧�����ػ����غɣ����ڹ����ʹ���ػ�������ʻ���е�װ�á�������Ҫ���˵���ʽ��ĥ��Ӳ����ѹ��͵�ʴ��Ϊ����߳��ֱ������ĥǿ�Ⱥ�������̤��Ӧ���б����ȴ�����Ҫ�����Ӳ��ΪHB300-350�������Ȳ�����20mm�� ���ֹ���
���ֹ��� ���ϻ���ʵҵ��������˾��ѯ�绰
���ϻ���ʵҵ��������˾��ѯ�绰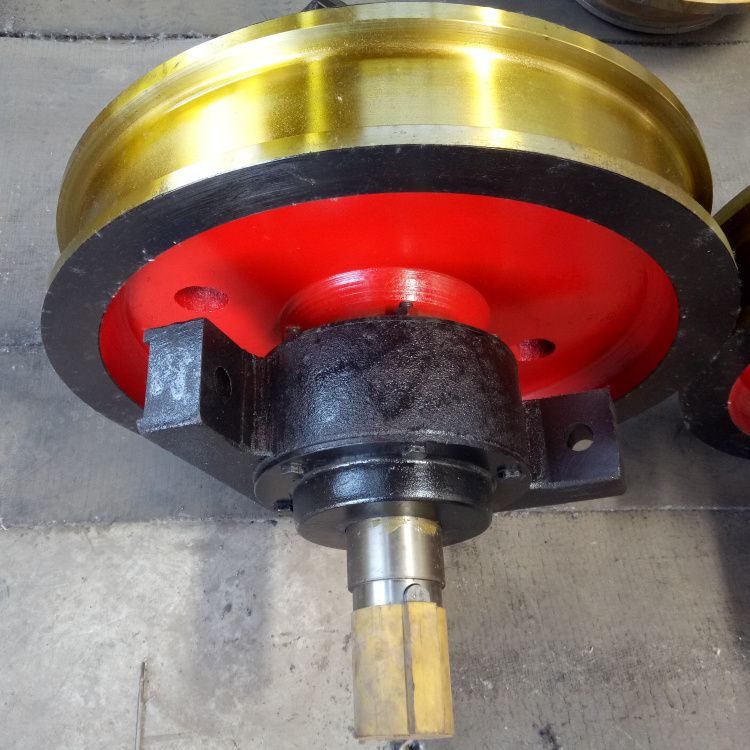




 ��4550.00
��4550.00 ��6000.00
��6000.00 ��8000.00
��8000.00 ��6000.00
��6000.00 ��6500.00
��6500.00 ��6200.00
��6200.00



