 ɨһɨ���ֻ����
ɨһɨ���ֻ����- ֱ��300-2000mm���ػ���Ͳ�� �Ӻ�Ӵְָ��Ͳ�� ˫��������Ͳ
��ϸ��Ϣ
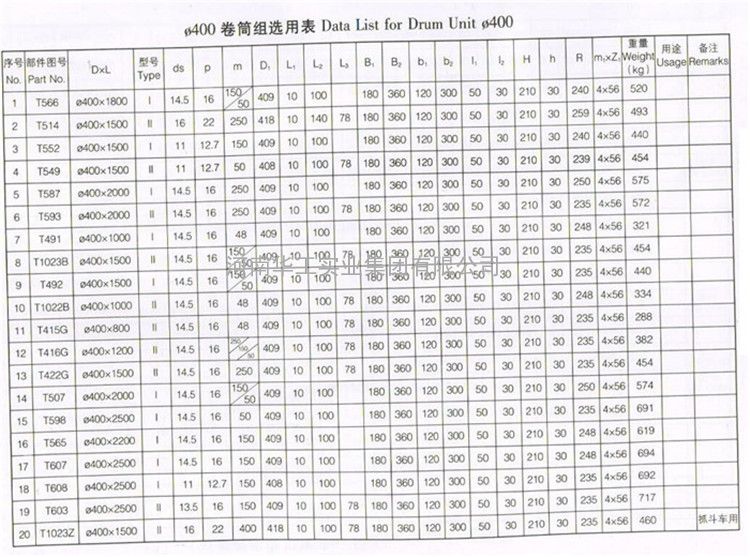
Ʒ�������� �ͺ�����400��1700���ػ���Ͳ�� �ӹ��������� ������Q235B ��;����������֯���������Ƹ�˿���Դ� 
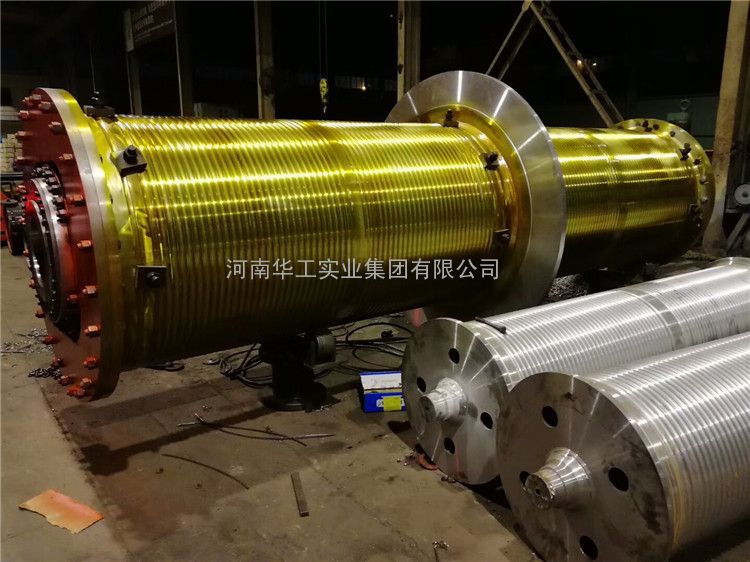
1.����Ͳ������á�:��Ͳ�������ػ�е�豸����Ҫ��ɲ��֡�
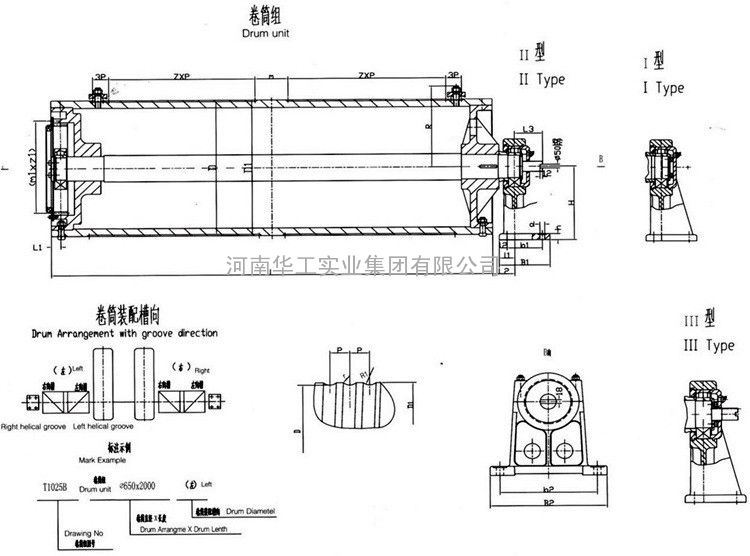
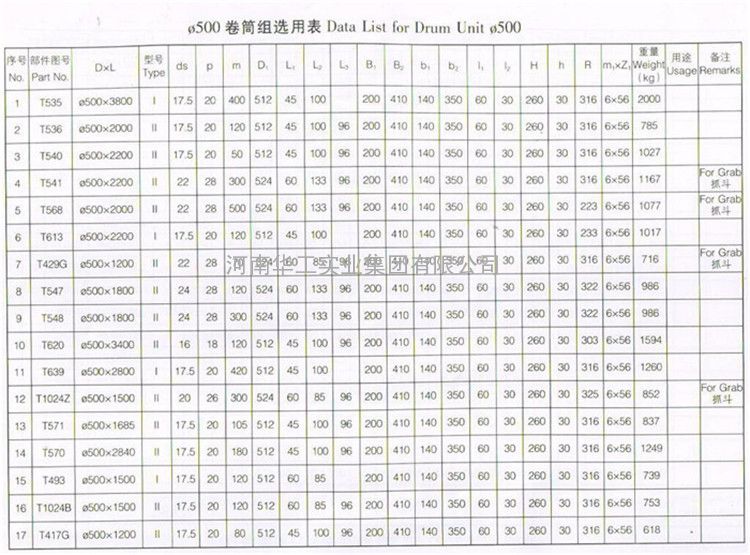
2.����Ͳ��Ľṹ��:��Ͳ����Ҫ�ɾ�Ͳ����Ͳ�ᡢ�����̽���(������)����Ͳ챡������������ɡ�
3.����Ͳ�ӹ����ʡ�:��Ͳ�ӹ�����һ����ò�����HT20-40������������Ҫʱ���� ZG25��ZG35���ֻ����Q235B��Q345B�ְ庸�ӡ�
4.����Ͳ���������á�:�ھ�Ͳ�������ۣ�һ�ǹ�����Ҫ��ʹ��˿���������۵�˳����Ȧ���ƶ������ң�ʹ�����ٶ��ȶ��������������ܣ����������˿�����Ͳ�ĽӴ���������ͽӴ����ֵ�Ӧ�������ٸ�˿������Ͳ��ĥ���ӳ����ߵ�ʹ��������
5.����Ͳ���÷�Χ��:��������ɽ��ʯ�͡�������������ͷ��
ע�����
��������߶Ƚϴ��ʱ��Ϊ����С��Ͳ�ijߴ磬�ɲ��ñ�������������ۻ�⻬�ľ�Ͳ���ж����ƣ�����˿��ĥ��Ͽ죬���������ٺ������ͽ��ᣬ��λ�ϵ͵����ػ����ְ��Ͳ������Ҫ�����ڴ��λ������Ҫ��ߵ����ػ�е�豸��
�ְ��Ͳ��ĺ��ӹ������̣�
����Q235B��Q345B�������→����Ͳ�岢��������→����Ͳ�����켰���γߴ磨ֱ�������ȡ��ھ���Բ�ȹ���ȣ������ڴ�ֱ��Ͳ�尴���չ�̼Ӻ���������→���ӹ�Ͳ�廷���¿ڣ��Թ�����Ҫ��ּӹ�Ͳ����Բ��Ҫ�ӹ�����Բ→Ͳ��ӳ�����(�����캸�ӣ�������Ͳ��������Ӻ���������İ����չ�̹涨ִ�У������黷�캸�����������ӹ�����→Ͳ�峤�ȶ��ӹ�������ֹ�ڻ��¿ڼӹ�→����Ͳ��˲������塢�ᡢ��֧��Ȧ�ȡ�
��Ͳ�飺�����Ͳ�Լ�����Ͳ�IJ���
1.��Ͳ�鰴�ո�˿���ľ��Ʋ������Ա���Ϊ�����Ͳ�Լ�����Ͳ���ࡣ
�����Ͳ��ı��泵�������ۣ��������Ӹ�˿���;�Ͳ��ʵ�ʽӴ������Ҳ����ʹ�ø�˿���������룬ͬʱҲ����ʹ�����ڵĸ�˿��֮���Ħ����С����߸�˿����ʹ��������
����Ͳ��������������߶ȱȽϴ��Ǿ�Ͳ�ij��ȳߴ���ܵ����Ƶij��ϡ�
2.�����ƹ��������������������������ʹ��˿���Ŵ�U���룻���ڸ�˿�����۵ĵ������в۾�Ͳ��
������в۾�Ͳ������ѹ����ͬ���ܹ��ﵽ��˿���ھ�Ͳ�����������Ŀ�ġ�
3.����������
���ͱȽ��ѣ������Ƕ������������.








��Ͳ��������Ӧ��������
��Ͳ�������ػ��Ϸdz���Ҫ�����֮һ�������˵���DZȽϲ����׳����ġ�����ʹ�þ��ˣ���Ͳ��Ҳ�������ֹ��ϵ����������Ͳ������˹���Ӧ����ʱ�Ľ�������������Ϊ��Ͳ��Ĺ��϶�����Σ�ա�
��Ͳ���Ǹ��Ƚ����õ���������������Ǿ����õĹ���ĥ���������������Ϊ��ҽ���һ�£�
����ʱ����Ͳ���˿���ڹ����д����ɳ�״̬�����غ��ȻҪ������˿������˿���ڲ��в�������Ի�����������ã��ͻ�ʹ��Ͳ�ۼӿ�ĥ�����⣬��Ͳ��IJ۷壬�ڲ��������˿���Թ��۵�ƫб���ö�����Ħ�����Ӷ��Ľ��۷�ĥ��ֱ��ĥƽ��������ĥ���ܿ��Ƹ�˿���ڹ���������������ж���������ʱ��Ӧ�����¾�Ͳ�顣
�и����Ͳ�龭��һ��ĥ���¶����ԭ�е���������ȱ�ݣ�����ǵ�������ɰ�ۣ���ֱ��������8mm����Ȳ������ô�����ں��20%��������4mm������ÿ100mm�����ڣ��κη�������1�����ھ�Ͳȫ���ӹ����ϵ�����������5��ʱ�����Բ�����������ʹ�á�����ֵ�ȱ�ݾ����������С�ڱ�2.6�����з�Χ�ڣ�������������ͬһ�����Ϻͳ���100mm�ڲ�����2������������Բ����ȴ�����ֻ����ɰ��ĥƽĥ�⺸�������ɡ�
���ǶԾ�Ͳ�������������ʱ��һ��Ҫ�������ϵķ�����ȷ�Ľ��У�����ȷ�IJ������������Ծ�Ͳ��������ɲ�����Ӱ�졣



���ϻ���ʵҵ��������˾λ�ڳ�ԫ�����ѹ�ҵ�����ö�����㡢�������������������γɽ��㣬��������֣���ʻ���130kM���������������������������������ߡ��������ں���ʡ���ع�ҵ������Խ����λ���ƾ������ķ�չ�ռ䡣
�������������ػ�е�����������������̡������̣���Ʒ��Χ�������ػ���ץ�����綯��«�������顢�������������顢��Ͳ�顢�����顢�ƶ��ֵȣ������ַDZ��Ʒ����������졣�ҹ�˾ӵ����������ѧ������������ϵ��ͨ����ISO9001����������ϵ��14001����������ϵ��OHSASIְҵ������ȫ������ϵ��֤��
���ϻ���ʵҵ��������˾�ij��š�ʵ���Ͳ�Ʒ�������ҵ����Ͽɡ�
��ӭ��������ݰ�ٲι�ָ����ҵ��Ǣ̸��
-
 ���ϻ���ʵҵ��������˾��ѯ�绰
���ϻ���ʵҵ��������˾��ѯ�绰
18837307538


ֱ��300-2000mm���ػ���Ͳ�� �Ӻ�Ӵְָ��Ͳ�� ˫��������Ͳ
��ҵ����Դҳ��۸�����ο�����������ϵ���������� �۸� - 1 ��
��2700.00 - 2 ��
��2600.00 - �R3 ��
��2500.00
- ��Ʒ�ͺţ���400��1700���ػ���Ͳ��
- Ʒ �ƣ�����
- �� �� �أ�����������
- �������ڣ�2026-01-04
ѡ�� 1������ ��2700.00 ������ -+�ϼƣ�1���ܼۣ�2700.00Ԫ����ϵ��ʱ����˵���Ǵӹ����������ģ�лл���������Ƽ���Ʒ
 ��4550.00
��4550.00 ��6000.00
��6000.00 ��8000.00
��8000.00 ��6000.00
��6000.00 ��6500.00
��6500.00 ��6200.00
��6200.00
��������������Ϊ������ƽ̨����������Ϣ�����ṩ�ߣ����٣�����վ���ͻ��˵ȣ���չʾ����Ʒ/����ı��⡢�۸��������Ϣ����ϵ�ɵ��̾�Ӫ�߷���������ʵ�ԡ�ȷ�ԺͺϷ��Ծ��ɵ��̾�Ӫ�߸��𡣹���������������Ʒ/����ǰע�������ʵ����������Ʒ/����ı��⡢�۸�������κ���Ϣ���κ����ʵģ����ڹ���ǰͨ����������̾�Ӫ�߹�ͨȷ�ϣ������ϴ��ں������̣��������ֵ��������κ�Υ��/��Ȩ��Ϣ�����ڹ�����ҳ����Ͷ��ͨ������Ͷ�ߡ�




