 ɨһɨ���ֻ����
ɨһɨ���ֻ����- ֱ��700��200���ػ�˫Ե���� ��˫���г����� ŷʽ������
��ϸ��Ϣ
Ʒ�������� �ͺ���700*200���ػ������� �ӹ��������� ���������� ���� ��;���������ػ��������غɲ��ڹ���� ����������֧�����ػ����غɣ����ڹ����ʹ���ػ�������ʻ���е�װ�á�������Ҫ���˵���ʽ��ĥ��Ӳ����ѹ��͵�ʴ�����ֵIJ���һ�����ZG430-640���֡�Ϊ����߳��ֱ������ĥǿ�Ⱥ�������̤��Ӧ���б����ȴ�����Ҫ�����Ӳ��ΪHB300-350�������Ȳ�����20mm��
��������ʣ�
���ֳ����飬��55����50SiMn����42CrMo��
�ֳ����飬��60����42CrMo����65Mn��
������ֱ����φ250��φ350��φ315��φ400��φ500��φ600��φ700��φ710��φ800��˫�߳��֣�φ��150��φ��160��φ��190��φ��250��φ��300��φ300��φ350��φ450��φ500ˮƽ����������Ե���֡�
����������Ҫ��������������ʣ��������»ػ���ۺ��ȴ������գ�����˾�������ػ�������/�쳵��/�г��֣����ܷDZ공�ֲ�Ʒ���ơ���
��˾���������칤�շ����ֺͶ��죬������ֵ��ߡ�˫�ߡ���Ե��������ˮƽ���顣
������ļӹ����շ��༰�ص�
�ҹ�˾�ij����鳣�õļӹ�����Ϊ����Ͷ���
�������ǿ�ȸ�������������ѹ���IJ�λ�������ִ��ϵĹҶ�ۡ��������ê���������ּ���
���������ʱҲ�г�ѹ���������Ը���������Ť�صĵط�������γ�ת��ۡ�
���죺������ǽ�����ʩ��ѹ����ͨ�����Ա�������Ҫ�����״����ʵ�ѹ����������������������͵�ͨ��ʹ��������ѹ����ʵ�֡��ͼ����̽����˾��µĿ����ṹ�����Ľ��˽������������ԡ�
���죺��������ø������췽����õĽ����������������ұ���õ�Һ̬�������ý�ע��ѹ�䡢�����������������ע��Ԥ�����õ������У���ȴ�ȣ����õ��ľ���һ����״���ߴ�����ܵ������
��������ʴ�����
������»ػ���ȴ���������Ϊ���ʴ��������»ػ���ָ��500-650��֮����лػ𡣵��ʿ���ʹ�ֵ����ܣ����ʵõ��ܴ�̶ȵĵ�������ǿ�ȡ����Ժ����Զ��Ϻã��������õ��ۺϻ�е���ܡ����ʴ�����õ��ػ������塣�ػ�������(tempered sorbite)���������ڻػ�ʱ�γɵģ��ڹ�ѧ���������·Ŵ�500~600�����ϲ��ֱܷ��������Ϊ����������ڷֲ���̼���������̼�壩�����ĸ�����֯����Ҳ���������һ�ֻػ���֯��������������״̼����Ļ�����ʱ���������ѻ�����̼�Ĺ����Ͷȣ�̼����ҲΪ�ȶ���̼���
������������
һ�㳵��������Ϊֱ���䡢ƽ���䡢Բ���䡢��˨��
Բ��������г�����
�����ҹ���ҵˮƽ�ķ�չ�����߳�����ӹ��������ػ���Ҫ��Խ��Խ�ߣ���������䳵����ҲԽ��Խ���������û���Ҫ��Ϊ�˿��ٸ��������飬������Բ������䳵���顣
��Բ������䳵������������ػ���������С�������ϰ�װ���ֵ�λ��Ϊ�ۿṹ�����Ҹ�������ҲҪ�����ӹ���������ֱ��������������ļӹ�������ϵij��ְ�װ����ϣ����������������ף����������ƣ���������������ʱ�����߳����飬��Ϊ���гߴ��Ѿ������ӹ��涨λ������Ҫ��װ��Ա���������ƶ�����װλ�ú���˨š�����ɡ�
Բ����ȱ��
���ȣ���Ϊ���ֳ�����ȫ���ӹ��涨λ�����Գ��������߽��нϴ�ĵ��������Ƶ��߳����飬ֻ������������������֮�����ӵ�Ƭ�ķ�ʽ���е������������ʮ�����ޣ�����һ������������ƫ�����������ػ��й�������������
��Σ���Ϊͨ����ʽ���ػ�С�����׳������鳵�ֲ���ͬһƽ���“������”����ʱ�������ѵ�����
ֱ�����ƽ����Ӧ��
Ӧ���п������л�������ˮƽƫбֵ��Ҫ�Ǹ��ݲ�ͬ�IJ�Ʒ�ṹ��ȡ��Ӧ�ļ�����ʩ���Ƚϳ��á����մ�ʩҲ��Լ���ƽṹ�ǣ�������װ�䵽֧������ɳ����飬�����������䳵�����̨��ʽ45°�ʷ�����䳵���飬�����ػ����ṹ�ϣ���װ��������ˮƽƫб���ʺ�̶���







 ���߳������ͺ�
���߳������ͺ�
φ250*90��������������/�ֳ����� φ350*100��������������/�ֳ�����
φ315*100��������������/�ֳ����� φ400*120��������������/�ֳ�����
φ500*130��������������/�ֳ�����
˫�߳������ͺ�
φ400*130˫������������/�ֳ����� φ500*130˫������������/�ֳ�����
φ500*150˫������������/�ֳ����� φ600*150˫������������/�ֳ�����
φ600*160˫������������/�ֳ����� φ600*180˫������������/�ֳ�����
φ700*150˫������������/�ֳ����� φ700*180˫������������/�ֳ�����
φ710*180˫������������/�ֳ����� φ700*200˫������������/�ֳ�����
φ800*160˫������������/�ֳ����� φ800*200˫������������/�ֳ�����
Ϊ�˸��õ�Ϊ���ṩ�������ȷ�������������֪�������ݣ�
A���ػ���λ
B��������
C�������ͺţ��ṩ��سߴ��ͼֽ��
D���������
E����ͺ�
���ַDZ��г��ֿ���ͼ�ӹ����ƣ������������ѯ�۾������ڴ������ĺ�����
-
 ���ϻ���ʵҵ��������˾��ѯ�绰
���ϻ���ʵҵ��������˾��ѯ�绰
18837307538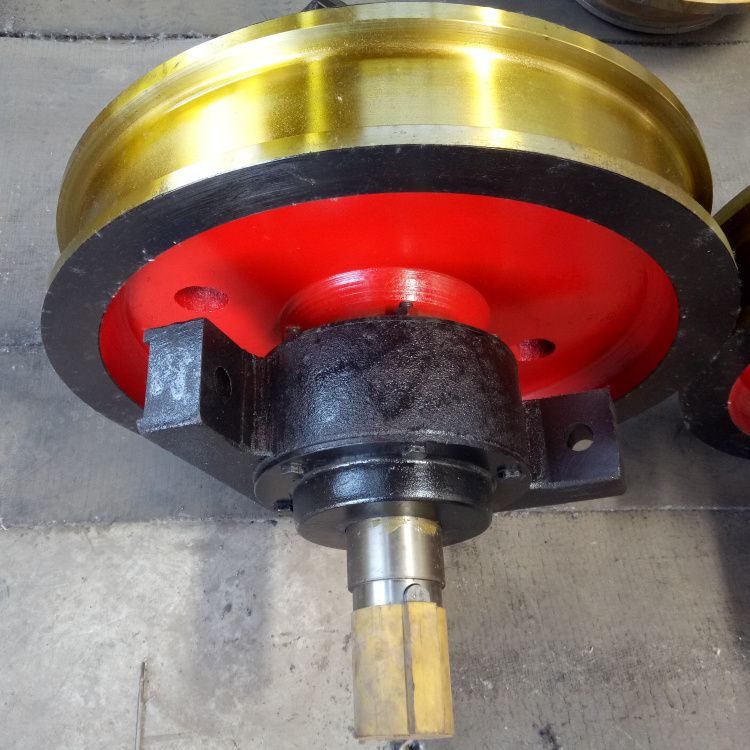




ֱ��700��200���ػ�˫Ե���� ��˫���г����� ŷʽ������
��ҵ����Դҳ��۸�����ο�����������ϵ���������� �۸� - 1 ��
��5300.00 - 2 ��
��5200.00 - �R3 ��
��5100.00
- ��Ʒ�ͺţ�700*200���ػ�������
- Ʒ �ƣ�����
- �� �� �أ�����������
- �������ڣ�2025-12-14
ѡ�� 1������ ��5300.00 ������ -+�ϼƣ�1���ܼۣ�5300.00Ԫ����ϵ��ʱ����˵���Ǵӹ����������ģ�лл���������Ƽ���Ʒ
 ��4550.00
��4550.00 ��6000.00
��6000.00 ��8000.00
��8000.00 ��6000.00
��6000.00 ��6500.00
��6500.00 ��6200.00
��6200.00
��������������Ϊ������ƽ̨����������Ϣ�����ṩ�ߣ����٣�����վ���ͻ��˵ȣ���չʾ����Ʒ/����ı��⡢�۸��������Ϣ����ϵ�ɵ��̾�Ӫ�߷���������ʵ�ԡ�ȷ�ԺͺϷ��Ծ��ɵ��̾�Ӫ�߸��𡣹���������������Ʒ/����ǰע�������ʵ����������Ʒ/����ı��⡢�۸�������κ���Ϣ���κ����ʵģ����ڹ���ǰͨ����������̾�Ӫ�߹�ͨȷ�ϣ������ϴ��ں������̣��������ֵ��������κ�Υ��/��Ȩ��Ϣ�����ڹ�����ҳ����Ͷ��ͨ������Ͷ�ߡ�




