 扫一扫,手机浏览
扫一扫,手机浏览





 手机扫一扫
手机扫一扫





- 直径250-500起重机单轮缘车轮组 天车铸钢锻造 行车行走
详细信息
品牌:亚重 型号:直径250*90 加工定制:是 材质:铸钢 锻造 用途:承载着起重机自重与载荷并在轨道 
河南华工实业集团有限公司位于长垣县南蒲工业园区,济东、大广、阿深三条高速在这里形成交汇,厂区距新郑国际机场130kM。紧靠宏力大道和起重园区与大广高速连接线、东侧毗邻河南省起重工业园区,优越的区位优势就是广阔的发展空间。
华工起重是起重机械配件和附件领域的制造商、服务商,产品范围覆盖起重机用抓斗、电动葫芦、车轮组、联轴器、吊钩组、卷筒组、滑轮组、制动轮等,及各种非标产品的设计于制造。我公司拥有完整、科学的质量管理体系,通过了ISO9001国际质量体系、14001环境管理体系和OHSASI职业健康安全管理体系认证。
河南华工实业集团有限公司的诚信、实力和产品质量获得业界的认可。
欢迎各界朋友莅临参观指导和业务洽谈!单边车轮组型号
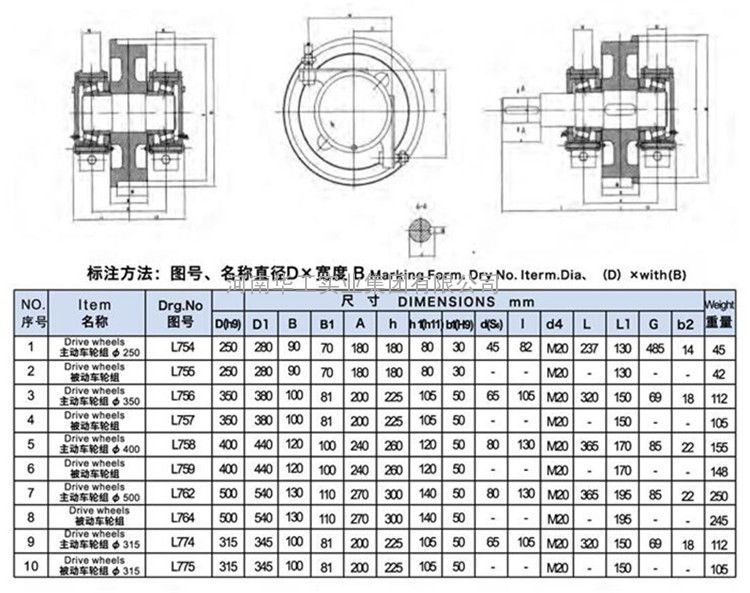
φ250*90单边主被动铸钢/锻钢车轮组 φ350*100单边主被动铸钢/锻钢车轮组;
φ315*100单边主被动铸钢/锻钢车轮组 φ400*120单边主被动铸钢/锻钢车轮组;
φ500*130单边主被动铸钢/锻钢车轮组
双边车轮组型号
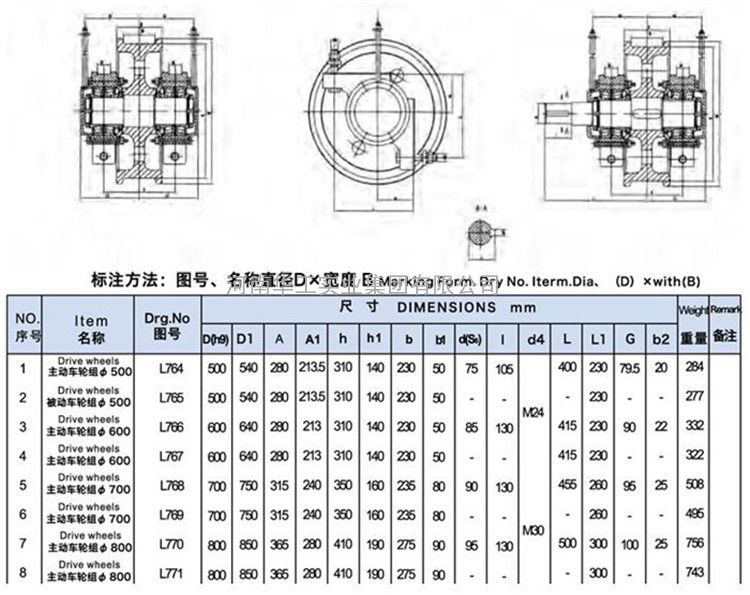
φ400*130双边主被动铸钢/锻钢车轮组 φ500*130双边主被动铸钢/锻钢车轮组;
φ500*150双边主被动铸钢/锻钢车轮组 φ600*150双边主被动铸钢/锻钢车轮组;
φ600*160双边主被动铸钢/锻钢车轮组 φ600*180双边主被动铸钢/锻钢车轮组;
φ700*150双边主被动铸钢/锻钢车轮组 φ700*180双边主被动铸钢/锻钢车轮组;
φ710*180双边主被动铸钢/锻钢车轮组 φ700*200双边主被动铸钢/锻钢车轮组;
φ800*160双边主被动铸钢/锻钢车轮组 φ800*200双边主被动铸钢/锻钢车轮组。为了更好的为您提供服务,更快的确定您的需求,请告知以下数据:
A起重机吨位
B工作级别
C车轮组型号(提供相关尺寸或图纸)
D车轮组材质
E轨道型号

各种非标车轮可来图加工定制!

车轮是用来支承起重机和载荷,并在轨道上使起重机往复行驶运行的装置。车轮主要损伤的形式是磨损、硬化层压碎和点蚀。
车轮组根据行车用途分为单边车轮组、双边车轮组和无沿轮组:
起重机行走轮都是单边轮沿(单边轮),长跨度的悬挂起重机才是车轮两边都有轮沿(双边轮),那样不容易跑偏,悬挂轨道受力也好些。要是都是两边都带齿轮,首先车轮与驱动的安装精度要求较高,不易满足;其次车轮的成本增加了10%左右,性价比不高;而且单边齿轮已经能够满足起重机走行需要。目前单边轮一般用于双梁小车,双边轮用于大车。车轮组材质:
铸钢,铸55、铸50SiMn、铸42CrMo。
锻钢,锻60、锻42CrMo、锻65Mn。
车轮组主要卖点是整体淬火调质(即淬火和高温回火的综合热处理工艺),公司生产起重机车轮组/天车轮/行车轮,接受非标车轮产品定制。
调质处理:
淬火后高温回火的热处理方法称为调质处理,高温回火是指在500-650℃之间进行回火。调质可以使钢的性能,材质得到很大程度的调整,其强度、塑性和韧性都较好,具有良好的综合机械性能。调质处理后得到回火索氏体。回火索氏体(tempered sorbite)是马氏体于回火时形成的,在光学镜相显微镜下放大500~600倍以上才能分辨出来,其为铁素体基体内分布着碳化物(包括渗碳体)球粒的复合组织。它也是马氏体的一种回火组织,是铁素体与粒状碳化物的混合物。此时的铁素体已基本无碳的过饱和度,碳化物也为稳定型碳化物。







加工工艺
1、原材料:
根据客户图纸材质要求,选用合适的原材料牌号和规格。
2、钢材检测:
为保证原材料合格,生产前进行原材料化学成分复检。
3、钢材划线落料:
根据产品要求将钢锭、钢坯切割成合理大小及重量。
4、加热(含回火):
把切割好的原材料按产品工艺加热,保证加热温度符合材料要求。
5、锻造:
由操作机放入锻造设备,根据原材料的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
6、锻造检验:
对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
7、锻后保温正火:
主要是细化晶粒、均匀组织、消除内应力。改善缺陷:魏氏体、晶粒粗大等过热缺陷和带状组织!为*终热处理做准备。
8、粗加工:
锻件基本成型后根据产品需求加工各种不同规格的锻件,留有精加工余量。
9、热处理:
将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是消除内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的锻件,根据材质的要求对锻件进行空冷或水冷、油冷等。包括:正火、调质、淬火等热处理。
10、精加工:
将粗加工热处理后的产品,使用数控机床进行精密加工,使产品尺寸精度、光洁度等完全符合锻件图纸要求。
11、产品外观检测:
产品外观检测符合客户图纸上尺寸规定。进行超声波探伤(UT)、磁粉探伤(MT)、硬度、渗碳等图纸要求的检测。
12、机械性能试验:
为满足客户需求,须对锻件进行机械性能的测试主要是屈服、抗拉、冲击、金相等试验。满足各类锻件检测的需要。
13、表面处理及包装:
经过质量检测后成品锻件,经过防锈喷漆等处理,装箱进入成品库以备发货。
14、装车发货:
从成品库把商品调出来准备给客户装车发货。 -





-
产品搜索

