 ɨһɨ���ֻ����
ɨһɨ���ֻ����- ����3.2t-200t˫�������ܳ� ƽ���� �綯��ת���� �ͺ���ȫ
��ϸ��Ϣ
Ʒ�������� �ͺ���5t���յ����� �ӹ��������� ���������ֻ��� ��;�����ػ�е�г�����һ�ֵ��� ������ȡ��װ����ʹ�ù㷺��һ�֣������������ʹ����ǿ���ص㡣������Ϊ���֣���������Ͱ平��
�������ѡ��ǿ�Ƚϸߡ����ԽϺõ�20����̼�ؽṹ�֣�������ͳ�ѹ֮���˻������ٽ��л�е�ӹ����ȴ�����Ҫ�����Ӳ��Ϊ95—135HB���平ѡ��16Mn��Q235�ȵͺϽ�֡���̼ͨ�ظ����졣�平����ÿ���30mm���г��Ͱ�Ƭí�϶��ɵģ�һ����Q235mm�ְ�������Ͱ塣��������Ͱ�ʽ��������Ϊ������˫�������������ʹ�ö��ܷ��㣬�����������75t���µ����ػ�еӦ���ձ顣
˫��������������Ƚ��������������������ϴ��Ҫ����������ԳƵĵط���
���������
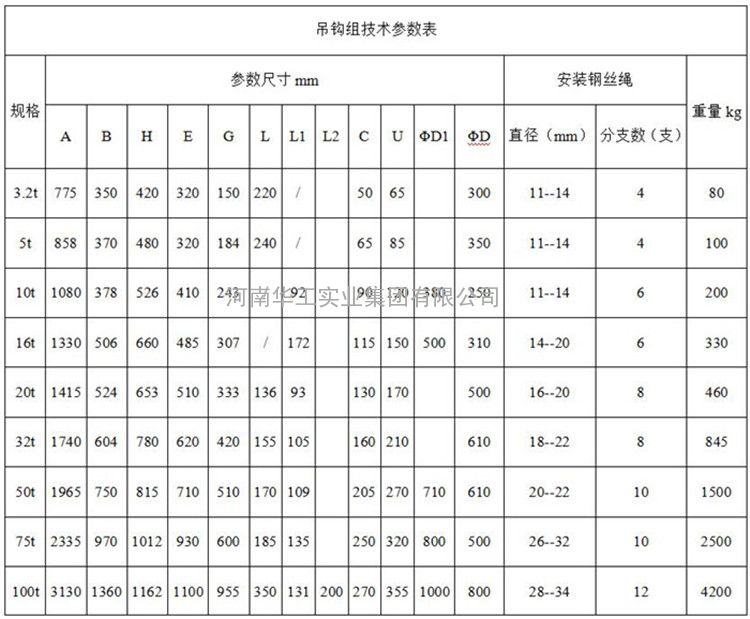
��������Ҫ�ɵ���������������������С�������ĸ�����֡������ᡢ����ͻ������ֵ��㲿����ɡ�
���������
��������״��Ϊ������˫��;
�����췽����Ϊ��������͵�Ƭʽ������
���������ʹ�÷��㣬������������ã��������������Ϊ80�����µĹ������ϡ�
˫���������ȣ�������������������س��ϡ�
���������÷�Χ
��������������ɽ��������ͷ�������ġ�������ұ�𡢵�������ͨ����·��������
�������������ռ��ȴ�����
�ɹ�����→�������飬���黯ѧ�ɷ�→����→���죺����¯��1250�棬����1200�棬��ֹ����→ˤ�ϣ�һ�����Σ���������→���ȣ�����1200�棬��ֹ���գ�ģ��→�бߣ����ШQ
500��→����700�棬У��→ȥë��→��е�ӹ�→����→����
�ȴ�������������
�豸����¯�������¶�860�棬����1.5Сʱ���ϣ����¯�����䣬���ܵ�ѹ���ļ����䡣��������Ͷ����������Щ����
�������ʽһ������Ķ���Ʒ������ֱ�IJ��ֳ�Ϊ�����������ӹ������ƣ���װ�����������ֹ����С�������ĸ�������õġ������������ֳ�Ϊ���塣���������Բ���εģ����δ�����ڣ�С�����⡣���ֶ�����״��ʹ��������ѹ������������ֿ�ʹ�����ڡ����Եǿ�Ƚӽ���ȣ��Ӷ�ʹ������ϵõ�������á�
������������ǽ��ֲ��������ɷ���һ��Ҫ���Һ�岢�������������ȴ���̡�����������õ���Ԥ����״���ߴ�����ܵĵ�����ë�����Ĺ��չ��̡�









 �������п�����ʹ��ע������
�������п�����ʹ��ע������
�������������ಿ����ɵģ�����������ɲ���֮һ�����������ʹ���г������⣬����Ӱ���������������ҵ��������ܿ�����ʹ��ע�����
�����ֳ�ж�ۣ��������ۣ����˿���������ۡ������빹������֮������ӡ������ص�װ��ҵ��Ӧ�ýϹ�����ӹ��ߡ��������价�����ӣ��ֽ�о�ӣ���������ɣ����������价��������ʽ�֣����õ�����˨ʽ���������Ӻ��价�����������ӣ��ͳ���ʽ���������Ӷ�ͷ���价���������ƣ�����ֱ�ӳ�������֡�
�ſ����������صļ���
�����ǽ���ʩ���ֳ�ʹ�ö������˨ʽ���������ֳ�ʩ�������У�����ҪѸ��֪��ֱ�ο��������ú��أ����ֳ�����Ӧ������ɲ飬�ɷֱ���������������鹫ʽ���п����������صĹ��㡣
�ƿ���ʹ�õ�ע������
���ڵ�װ��ģ�塢����������Ԥ�ư�ȴ����ʱ������ʹ�ÿ�����
�ڲ��ó�������������������ʹ�ã�
�ۿ��������Ƕ���ģ�һ������20�Ÿֶ����ȴ����Ƴɵģ���ֹʹ�����졢�����Ŀ�����
��Ӧʹ�ÿ��������뻷�����������ڸ߶ȷ������������Ͻ���˿���ڿ����������ء����������ܺ�������������ʹ�ÿ���������价���Σ��������ڲ��ó�������ʱ���价�ı��λ�ʹ�����������ף��������µ���������ɰ�ȫ�¹ʣ�
��ʹ����Ӧ������鿨�������ӣ��緢������ĥ�𡢱��λ�ƣ������ʱ��Ӧ��ʱ������
���ڵ�װ�����ϴ�����ʱ��Ϊ��߰�ȫ�Ⱥͱ���ϵ��������ʹ����˨ʽ������ -
��Ӧ�̵����������Ϣ
�鿴����
-
 ���ϻ���ʵҵ��������˾��ѯ�绰
���ϻ���ʵҵ��������˾��ѯ�绰
18837307538




����3.2t-200t˫�������ܳ� ƽ���� �綯��ת���� �ͺ���ȫ
��ҵ����Դҳ��۸�����ο�����������ϵ���������� �۸� - 1 ̨
��850.00 - 2 ̨
��800.00 - �R3 ̨
��750.00
- ��Ʒ�ͺţ�5t���յ�����
- Ʒ �ƣ�����
- �� �� �أ�����������
- �������ڣ�2025-12-07
ѡ�� 1̨���� ��850.00 ������ -+�ϼƣ�1̨�ܼۣ�850.00Ԫ����ϵ��ʱ����˵���Ǵӹ����������ģ�лл���������Ƽ���Ʒ
 ��4550.00
��4550.00 ��6000.00
��6000.00 ��8000.00
��8000.00 ��6000.00
��6000.00 ��6500.00
��6500.00 ��6200.00
��6200.00
��������������Ϊ������ƽ̨����������Ϣ�����ṩ�ߣ����٣�����վ���ͻ��˵ȣ���չʾ����Ʒ/����ı��⡢�۸��������Ϣ����ϵ�ɵ��̾�Ӫ�߷���������ʵ�ԡ�ȷ�ԺͺϷ��Ծ��ɵ��̾�Ӫ�߸��𡣹���������������Ʒ/����ǰע�������ʵ����������Ʒ/����ı��⡢�۸�������κ���Ϣ���κ����ʵģ����ڹ���ǰͨ����������̾�Ӫ�߹�ͨȷ�ϣ������ϴ��ں������̣��������ֵ��������κ�Υ��/��Ȩ��Ϣ�����ڹ�����ҳ����Ͷ��ͨ������Ͷ�ߡ�






