���ػ��г�400*130˫�߳����� �����Ƶ�˫�����ŵ���
��ϸ��Ϣ
| | Ʒ�������� | | �ͺ���400*130˫�� | | �ӹ��������� | |
| | ��������/���� | | ��;�����ػ��г��� | | | |
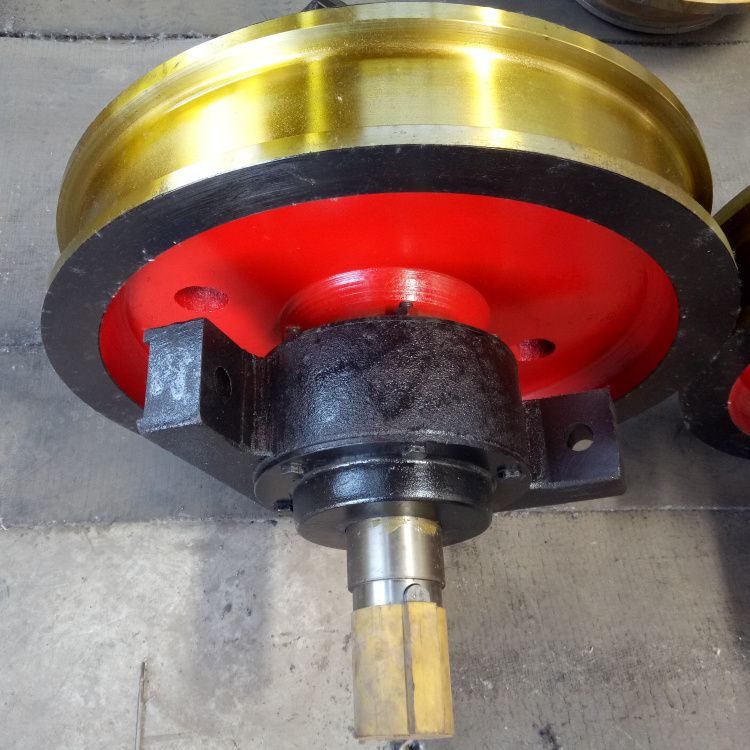
��������������ػ�����Ҫ�������ڵ����Ϲ������У������������ػ�����������غɡ����ػ����ֲ���Ҫ�и�ǿ�ȡ���Ӳ�Ⱥ����õ���ĥ���ܡ�Ŀǰ��������Ƴ��ֵIJ���ͨ������65Mn��CL60�����ػ�����һ�㶼�Դ��+�ػ�����������65Mn���ϵ����ػ����ָ���һЩ��65Mn�ж��˻�ѧԪ���̡�����ͭ������Ϊ��Ҫ�Ľ���Ԫ����ߴ��ԣ�ʹ���ϱ�����̼����С�����ȴ����������ѧ���ܽϺá����⣬�̴������������У��γ��û������壬��ʹ������ǿ����
���������֧�����ý���ʽ�ṹ��ͨ����˨������̶���С���ܻ����������ϣ��ýṹ����ʹ�ü���ʱ�������֣���֤����ˮƽƫб�ʹ�ֱƫб�Ա���ֿй죬����ṹΪ����ĿǰӦ�ù㷺�ij��켼��������ֱ�������ϵ�ѡ���ǰ����������³������ܴ�֧�������ǣ�ȷ��������ֲ��ֳ��ֳ��������������֧������45°�ʷ�ʽ�ṹ���Ƚ����֧���İ뻷������С���ܻ��ߴ����ϣ�Ȼ������ʽ�ӹ��뻷�������Բ������棬�ɴ˱�֤����װ�侫�Ⱥ����ֵ�ˮƽ��ֱƫб��Ȼ���ٰ�װ�����飬�˽ṹ����װ��ж���㣬װ�侫�ȸߣ������ȶ���Ϊ���ڽ����������õ��Ƚ�������

φ350x100���ߣ�Ե������/������/����������/�Ӷ���/�쳵�֣�����ͺ�7518/7520����
φ315x100���ߣ�Ե������/������/����������/�쳵�֣�����ͺ�7520����
φ400x120���ߣ�Ե������/������/����������/�쳵�֣�����ͺ�7520����
φ500x130���ߣ�Ե������/������/����������/�쳵�֣�����ͺ�7524����
φ500x150˫�ߣ�Ե������/������/����������/�쳵�֣�����ͺ�7520/3524����
φ600x150˫�ߣ�Ե������/������/����������/�쳵�֣�����ͺ�7520/3626����
φ700x150˫�ߣ�Ե������/������/����������/�쳵�֣�����ͺ�7524����
φ800x160˫�ߣ�Ե������/������/����������/�쳵�֣�����ͺ�7530����
φ400x130˫�ߣ�Ե������/������/����������/�쳵�֣�����ͺ�3520����
φ600x160˫�ߣ�Ե������/������/����������/�쳵�֣�����ͺ�3622����
φ600x180˫�ߣ�Ե������/������/����������/�쳵�֣�����ͺ�3626����
φ700x180˫�ߣ�Ե������/������/����������/�쳵�֣�����ͺ�3630����
φ710x180˫�ߣ�Ե������/������/����������/�쳵�֣�����ͺ�3630����
φ700x200˫�ߣ�Ե������/������/����������/�쳵�֣�����ͺ�3634����
φ800x200˫�ߣ�Ե������/������/����������/�쳵�֣�����ͺ�3634����
 1��ԭ����:
1��ԭ����:
���ݿͻ�ͼֽ����Ҫ��ѡ�ú��ʵ�ԭ�����ƺź��
2���ֲļ�⣺
Ϊ��֤ԭ���Ϻϸ�����ǰ����ԭ���ϻ�ѧ�ɷָ��졣
3���ֲĻ������ϣ�
���ݲ�ƷҪ�ֶ��������и�ɺ�����С��������
4�����ȣ����ػ𣩣�
���и�õ�ԭ���ϰ���Ʒ���ռ��ȣ���֤�����¶ȷ��ϲ���Ҫ��
5�����죺
�ɲ�������������豸������ԭ���ϵĴ�С�Ͷ����Ҫ�������Ӧ�Ķմ֣��γ��ȹ��գ�ʵʱ���ͼ��ߴ磬��ͨ����������ǿ��ƶ����¶ȡ�
6��������飺
�Զͼ�ë�����г������飬��Ҫ����ۺͳߴ�ļ��顣��۷�����Ҫ�����Ƿ�������Ƶ�ȱ�ݣ��ߴ緽����뱣֤ë��������ͼֽҪ��Χ�ڣ������ü�¼��
7���ͺ�������
��Ҫ��ϸ��������������֯��������Ӧ��������ȱ�ݣ�κ���塢�����ִ�ȹ���ȱ�ݺʹ�״��֯��Ϊ*���ȴ���������
8���ּӹ���
�ͼ��������ͺ���ݲ�Ʒ����ӹ����ֲ�ͬ���Ķͼ������о��ӹ�������
9���ȴ�����
���ͼ����ȵ�Ԥ���¶ȣ�����һ��ʱ�䣬Ȼ����Ԥ�����ٶ���ȴ���Ը��ƶͼ��ڲ���֯�����ܵ�һ���ۺϹ��ա���Ŀ����������Ӧ������ֹ�ڻ�е�ӹ�ʱ���Σ�����Ӳ��ʹ�ͼ����������ӹ��������ȴ�����Ķͼ������ݲ��ʵ�Ҫ��Զͼ����п����ˮ�䡢����ȡ����������𡢵��ʡ������ȴ�����
10�����ӹ���
���ּӹ��ȴ�����IJ�Ʒ��ʹ�����ػ������о��ܼӹ���ʹ��Ʒ�ߴ羫�ȡ����ȵ���ȫ���϶ͼ�ͼֽҪ��
11����Ʒ��ۼ�⣺
��Ʒ��ۼ����Ͽͻ�ͼֽ�ϳߴ�涨�����г�����̽�ˣ�UT�����ŷ�̽�ˣ�MT����Ӳ�ȡ���̼��ͼֽҪ��ļ�⡣
12����е�������飺
Ϊ����ͻ�������Զͼ����л�е���ܵIJ�����Ҫ���������������������������顣�������ͼ�������Ҫ��
13�����洦������װ��
�������������Ʒ�ͼ���������������ȴ�����װ������Ʒ���Ա�������
14��װ��������
�ӳ�Ʒ�����Ʒ�����������ͻ�װ��������
2.��鳵���������������
3.���ֹ��������ĥ������ԭ��Ȧ��ȵ� 15—20����
4.������Եĥ������ԭ��ȵ� 60�����ϣ�
5.���ֹ������в�����ĥ���ƣ�Ͱ����γɰ���ƽʱ��
6.���ֲ�Ӧ�����ƣ�������Ӧ�⻬�ް���ƽ���֣�
7.���������ϳߴ繫��Ӧ�������Ҫ��
8.ͬ��ת����һ���������֣�Ӧ�ɶԸ������֣���ֱ��ƫ�����ֱ���� 0.0005 ��������������ֱ��ƫ�����ֱ����0.002����
1.���ֵ�̤�治Ӧ�а��ۡ�ɳ�ۡ����ס����ɡ����ơ������ȱ�ݣ����ֺ��ܺ�����Ӧ��ʱ�����³��֣�
2.���̤��������㣬������ֱ��≤500mm�����ֱ��≤1mm��������ֱ����500mm�����ֱ��≤1.5mm,����Ⱦ�≤3mm�Ͳ�����5��ʱ���ɼ���ʹ�ã�
3.��������ֱ�����ĥ����ֱ����1‰ʱ��Ӧ���ͼӹ�����ͬ��ֱ�����乫��Ӧ������D6������������й�����е���Ҳ�dz����ģ���������װ����������¡�
���ϻ���ʵҵ��������˾�ǹ������ػ�е�����������Ĺ�Ӧ�̣�����������ë�����졢�ּӹ������ӹ������װ��ֱ����Ʒ������������Ϊ�ͻ��ṩһվʽ������˾ע���ʱ�5600��Ԫ�����ʲ�1.2��Ԫ������������1.5��Ԫ��ռ�����7.5����ƽ���ף������ѽ��ɸֽṹ�������2.8��ƽ���ף���ʱӵ��Ա��310�ˣ����ͻ��ӹ��豸12̨���ף��������豸280̨���ף���
���ϻ���ʵҵ��������˾������“Ϊ�ͻ��ṩһվʽ����”�ľ�Ӫ����������Թ�˾������ʼ����ѭ����Ч���淶����Ĺ�������רע�����ػ�е��������Ը�Ʒ�ʡ�ȫϵ�еIJ�Ʒ����ͻ���Ͷ����Ӫ���������ϵط�չ��������ҵ�ͻ��͵������������ң����û���Ӯ�������õĿڱ���ʹ����Ʒ�Ƴ�Ϊ������ҵ�ĺ���֮�㡣
�����Ʋ�Ʒ����ץ�����оߡ����ߡ������顢�������������顢�����顢��Ͳ�顢�綯��«��6000���֣����нӸ��ֲ��ʵķDZ��Ʒ��������졣�����Ʋ�Ʒ���Ͻ���ȫ�����ػ��г������Ժ��ij�Ϊ�ڶ��������̵�ս�Ժ�����顣
 ɨһɨ���ֻ����
ɨһɨ���ֻ����







 ���ϻ���ʵҵ��������˾��ѯ�绰
���ϻ���ʵҵ��������˾��ѯ�绰



 ��4550.00
��4550.00 ��6000.00
��6000.00 ��8000.00
��8000.00 ��6000.00
��6000.00 ��6500.00
��6500.00 ��6200.00
��6200.00





