 ɨһɨ���ֻ����
ɨһɨ���ֻ����- ����LD300���߳��� ���쳵���� ���ػ����쳵����
��ϸ��Ϣ
Ʒ�������� �ͺ���LD300 �ӹ��������� ������/ ��;�����ػ��г��� 
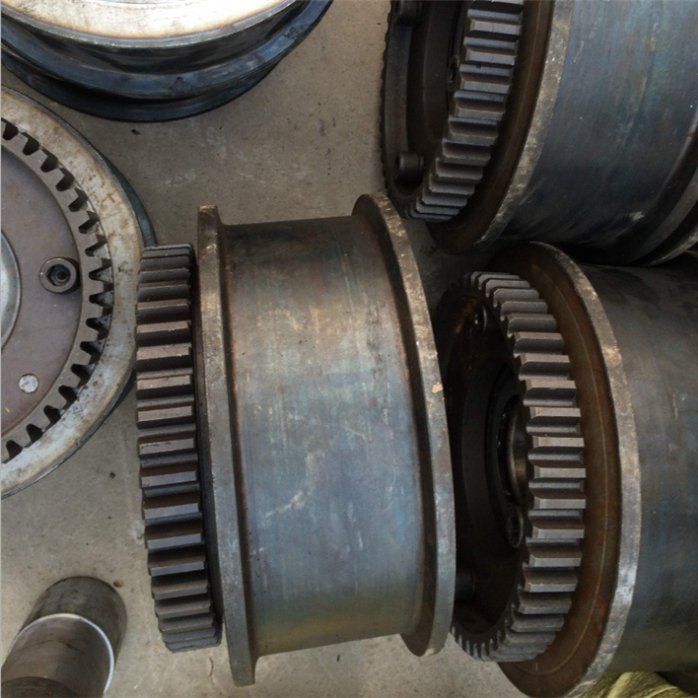
���������ɳ������ᡢ��к���������ɵĻ�е�豸�����ػ�������һ����������֧�����ػ����غɵģ�ͬʱ�ڹ涨����������ػ�����������ʻ���е�װ�á����ػ�������Ӧ�ñȽϸ��ӣ��Ǹ��ݲ�ͬ�IJ�Ʒ�ṹ�����ò�ͬ�ļ����������������ػ��������Ӧ�����Ļ��ǿ����������ػ�������ij���ˮƽƫбֵ�����ճ̹����бȽϳ��á����մ�ʩҲ��ԱȽϼ���ƽṹ�ǣ�������װ�䵽֧����������ػ������顣
�����ȳ��β���ģ�ͼ������������߷ֲ���Ϊ�����������ӳ��˳��ֵ�ʹ��������������������ѧ���ܺͰ�ȫ�ɿ�������Ʒ�ԡ�
LD���г���������֧�����ػ����غɣ����ڹ����ʹ���ػ�������ʻ���е�װ�á�LD�����г��ֲ���Ϊ45�Ÿ֣����澭���ȴ������뵥���г�����ʹ�á������ɿ����۸�������LD����Ҫ���ڵ������ػ�����,�����ػ����߲��ֵ���Ҫ��ɲ��֡�





 Ӧ���п������л�������ˮƽƫбֵ��Ҫ�Ǹ��ݲ�ͬ�IJ�Ʒ�ṹ��ȡ��Ӧ�ļ�����ʩ���Ƚϳ��á����մ�ʩҲ��Լ���ƽṹ�ǣ�������װ�䵽֧������ɳ����飬�����������䳵�����̨��ʽ45°�ʷ�����䳵���飬�����ػ����ṹ�ϣ���װ��������ˮƽƫб���ʺ�̶���
Ӧ���п������л�������ˮƽƫбֵ��Ҫ�Ǹ��ݲ�ͬ�IJ�Ʒ�ṹ��ȡ��Ӧ�ļ�����ʩ���Ƚϳ��á����մ�ʩҲ��Լ���ƽṹ�ǣ�������װ�䵽֧������ɳ����飬�����������䳵�����̨��ʽ45°�ʷ�����䳵���飬�����ػ����ṹ�ϣ���װ��������ˮƽƫб���ʺ�̶���
��1�����죺���챣֤���ʾ��ȣ������ס�ɰ�ۣ�Ȼ������˻�����
��2�������ֳ�ë���ڿס���Բ��ֱ����2mm �������ȴ������ɡ�
��3���ȴ��������+�ػ��г��ֵIJ���Ϊ��̼�Ͻ�֣��簴�����ļ��ȴ�𡢻ػ���̤����IJ�Ϊ��ͬ��Ӳ�ȣ��ۺ���ѧ���ܲ��ã��������似��Ҫ��Ϊ�˴ﵽͼֽ����Ҫ��ʹ�����ﵽ����¶ȣ����IJ��¶���Խϵ�;ʵ�ּ�������Ӳ����ȡ���߱�������ص�Ӳ�ȣ����IJ�Ӳ�Ƚϵ͵�Ŀ�꣬���Dz������·�����
װ¯�����������ȴ���װ¯ʱ����һ��ְ�����������棬���������ֵ�����һ����ڸְ��ϣ���֤����֮�����ܽӴ����ڿ�װ������м����ֹ�����ڿ������������ּ����ͻ���άձ��ʵ�������ٷ���һ��ְ�ѹʵ��
�����ٶȣ��ʵ���ߴ���¶Ⱥʹ������ٶȶ���߱���Ӳ��������
�����¶ȣ���������---750 ��ʱ����1 Сʱ----����¶ȣ�860~890 �ȣ�---���ע���ʱ�����£���
���������ø����㱣�µIJ����ȴ����¹��գ�����Ч����߹�������Ӳ�Ⱥͱ��ֽϵ͵��IJ�Ӳ�ȣ���һ����֮��Ч���ȴ�������. �����ʣ�����ˮ�������Ӳ��*��Ч�ķ��������ò���ˮ�㿪�ѵ�Σ���ر������������Ҫ���ѣ����Բ��ܲ��á�ˮ�����䷽��Ҳ����߱���Ӳ�ȣ����ǹ��������سߴ��С����̤��Ľ����ϴ��ʱ��ȴʱ�䲻һ�£�ˮ��ʱ�䲻�ÿ��ƣ�Ҳ���ײ��á����Կ���ѡ���ʹ��ʹ㣬��Ҫ��֤������¯�����ʹ��
�ʹ�ػ𣺲��ø��»ػ������˹��������IJ���Ӧ�����ػ���֯�ɵ��»ػ������壬��Ϊ���������ۺ���ѧ���ܵĸ��»ػ������塣�����ڱ�֤̤����и�Ӳ�ȵ�ͬʱ�ֱ�֤�����������õ����ԣ����»ػ���¶�550--580 �ȡ�����2---3 Сʱ���ڿ�������Ȼ��ȴ����1������̤��ĥ�𣬳���̤��ĥ��������ԭ��ȵ�15%ʱӦ�����¼���û������ֵ�������³��ơ��ȴ�����������ֱ��Ӧ�ڹ��Χ�ڣ�������Ӳ��HB300~500���Գ���ֱ������Φ400mm�Ĵ�����Ӧ����20mm��С��Φ400mmʱ�������ӦС��15mm��
��2�������ƥ�䳵�ֵ�ֱ��ƫ���������ֱ��ƫ�Ӧ��������ֱ����0.1%���Ӷ�������Ӧ����0.2%���綯��«����ֱ��ƫ�Ӧ��������ֱ����1%���Ӷ����ֲ�Ӧ����0.2%���綯��«����ֱ��ƫ�Ӧ��������ֱ����1%
��3����Եĥ�����۶ϣ����Σ���Եĥ������ԭ���50%���۶��������30mm2Ӧ���ϣ���Ե����������δ�ԭ���20%Ӧ���ϡ�
��4���������ƣ����ַ���������Ӧ����
��5��̤����Բ�ȣ�����̤����Բ�ȴ�1mmӦ����
��6��������װ�䣺��װ�õij��������Ӧ����ת������װ��ͬһƽ����ϵļ������־���ͬһ��ֱƽ���ڣ�����ƫ��Ϊ1mm��
1.���ֵ�̤�治Ӧ�а��ۡ�ɳ�ۡ����ס����ɡ����ơ������ȱ�ݣ����ֺ��ܺ�����Ӧ��ʱ�����³��֣�
2.���̤��������㣬������ֱ��≤500mm�����ֱ��≤1mm��������ֱ����500mm�����ֱ��≤1.5mm,����Ⱦ�≤3mm�Ͳ�����5��ʱ���ɼ���ʹ�ã�
3.��������ֱ�����ĥ����ֱ����1‰ʱ��Ӧ���ͼӹ�����ͬ��ֱ�����乫��Ӧ������D6������������й�����е���Ҳ�dz����ģ���������װ����������¡�
���ϻ���ʵҵ��������˾�����ػ�е�����������ӹ��Ĺ�Ӧ�̣�����������ë�����졢�ּӹ������ӹ������װ�䵽��Ʒ������������Ϊ�ͻ��ṩһվʽ����
��˾ע���ʱ�5600��Ԫ�����ʲ�1.2��Ԫ������������1.5��Ԫ��ռ�����7.5����ƽ���ף������ѽ��ɸֽṹ�������2.8��ƽ���ף���ʱӵ��Ա��310�ˣ����ͻ��ӹ��豸12̨���ף��������豸280̨���ף���
���ϻ���ʵҵ��������˾������“Ϊ�ͻ��ṩһվʽ����”�ľ�Ӫ����������Թ�˾������ʼ����ѭ����Ч���淶����Ĺ�������רע�����ػ�е��������Ը�Ʒ�ʡ���ϵ�еIJ�Ʒ����ͻ�����˾Ͷ����Ӫ���������ϵط�չ��������ҵ�ͻ������û���Ӯ�������õĿڱ���
�����Ʋ�Ʒ����ץ�����оߡ����ߡ������顢�������������顢�����顢��Ͳ�顢�綯��«��6000���֣����нӸ��ֲ��ʵķDZ��Ʒ��������졣�����Ʋ�Ʒ���Ͻ������ػ��г�����Ϊ���ڶ��������̵�ս�Ժ�����顣
-
��Ӧ�̵����������Ϣ
�鿴����
-
 ���ϻ���ʵҵ��������˾��ѯ�绰
���ϻ���ʵҵ��������˾��ѯ�绰
18837307538
����LD300���߳��� ���쳵���� ���ػ����쳵����
��ҵ����Դҳ��۸�����ο�����������ϵ���������� �۸� - 1-2 ��
��340.00 - 3-4 ��
��330.00 - �R5 ��
��320.00
- ��Ʒ�ͺţ�LD300
- Ʒ �ƣ�����
- �� �� �أ�����������
- �������ڣ�2025-12-07
ѡ�� 1������ ��340.00 ������ -+�ϼƣ�1���ܼۣ�340.00Ԫ����ϵ��ʱ����˵���Ǵӹ����������ģ�лл���������Ƽ���Ʒ
 ��4550.00
��4550.00 ��6000.00
��6000.00 ��8000.00
��8000.00 ��6000.00
��6000.00 ��6500.00
��6500.00 ��6200.00
��6200.00
���ϻ���ʵҵ��������˾ �绰��0373-8627333 �ֻ���18837307538 ��ַ�� ����ʡ��ԫ������·��������140����������������Ϊ������ƽ̨����������Ϣ�����ṩ�ߣ����٣�����վ���ͻ��˵ȣ���չʾ����Ʒ/����ı��⡢�۸��������Ϣ����ϵ�ɵ��̾�Ӫ�߷���������ʵ�ԡ�ȷ�ԺͺϷ��Ծ��ɵ��̾�Ӫ�߸��𡣹���������������Ʒ/����ǰע�������ʵ����������Ʒ/����ı��⡢�۸�������κ���Ϣ���κ����ʵģ����ڹ���ǰͨ����������̾�Ӫ�߹�ͨȷ�ϣ������ϴ��ں������̣��������ֵ��������κ�Υ��/��Ȩ��Ϣ�����ڹ�����ҳ����Ͷ��ͨ������Ͷ�ߡ�






